Model NO.: bosj/c
Customized: Customized
Advantage: Use Widely
Condition: New
Trademark: bosj
Transport Package: Standard Packing
Origin: Jiangsu
HS Code: 8455212000
Model NO.: bosj/c
Customized: Customized
Advantage: Use Widely
Condition: New
Trademark: bosj
Transport Package: Standard Packing
Origin: Jiangsu
HS Code: 8455212000
Cold Rolled Strip Cantilever Cable Tray Roll Forming Machine With Punching System
1, Equipment capabilitiesIt can according to the need to produce the steel width (60mm≤§≤860mm), many kinds of specification electric cable bridges and other structure product.
Product speed by punching: 2.55m/min
Continuous rollforming speed: 1015m/min
Material thickness: 1~2mm
Material require: Q235 cold roll steel
Production line has automatic and manual two operating mode, may realize the linkage and the partition revolution work.
2, Main composition of machine
This unit consists of the decoiler, ML-900 flatting, 200 punch, die, servo feeding, guider, main roll forming machine, follow cutting, cut-to-length part, recoiler, electrical control cabinet; etc.

3,Each part major technical parameters
3.1 Drive decoiler
Material width:860mm
Material weight:6000kg
Material inner diameter:508mm
Material outer diameter:1200mm
Drive power: electromotor and speed reducer integration, 4KW frequency conversion electromotor
Frame type: cantalever inner support, manual handle afterbody, pneumatic press cantalever.
Â
3.2 Flatting
Working rolls: 11 rolls, up 4/down 5, the residual 2 rolls is clamp deliver rolls.
Flatting bound: material thickness 12mm, material width 100860mm
Drive power: 5.5kw frequency conversion electromotor
Speed reducer model: ZQ250
flatting speed:310 m/min
Parenthesis up and down a pair of fortified wheel
3.3 Continual punching mould
Amount: Each kind of width specification 1 set dies, total 6 sets
Die require: Cr12 quench
It finishes punching and cutting in one time.
Â
3.4 Servo feeding Device
Servo electromotor power: 4.4kw
Multistage type feeding, memory ten group of memory functions
 Man-machine contact surface numerical control system
 Uses Mitsubishi servometer
Â
3.5 Holds material (use in cushion section)
The roller type, the both sides have the bearing support, 3 sets, use in holding the material and under the deposited material spacing.
Â
3.6 Guider
  A pair of horizontal roller and two pairs of vertical guide rolls, total 1 sets.
Â
3.7 Main roll forming machine
Type: GY180(Extra wide)
Rack structure:Dragon Gate type memorial arch frame
forming frame: 22 sets
   Forming variety: bridge frame
material max width:860mm
material max thickness:≤2.0mm
forming width: 75-600mm
forming height: 50-100mm
The diameter of the roller axis: 85mm
Roll mould material: Gcr15,quenching treatment:HRC58-62°
Drive type:30kw frequency conversion electromotor, ZQ500 Main speed reducer
Autocephaly distribute gear case

3.8 Electrical control
3.8.1 Main operation control cubicle
Amount: 1 set
Frequency conversion: 3sets(in main control cubicle, control decoiler, flatting and roll forming machine)
PLC control: 1 set
8 inch liquid crystal touchscreens
All electrical element is the Mitsubishi original installation brand
3.9.2 Assistant control cubicle
Amount: 3 sets (follow decoiler, flatting, roll forming machine)
Control styp: manual handle
Â
4,Produce condition
capability: about 71.5kw
gas fountain: 0.9 cube/min
Production land area: 33m*3m
5,Machine Parameter
Â
| NO. | Project | Unit | Parameter | Remark | |
|
1 |
Material | Type | High strength steel |  |  |
| Strength of material sheet | Map | ≥350 |  | ||
| Thickness of material sheet | mm | 1.2~2.0 |  | ||
| 2 | Size of production | mm |      Reference the picture |
 | |
| 3 | Production speed | m/min | Punching speed 4m/min Forming speed 10m/min |
 | |
| 4 | Material of roller  |
 | GCr15 quenching treatment |  | |
| 5 | Drive type |  | Gear |  | |
| 6 | Power | kw | About 75 |  | |
| 7 | Electric control system |  | PLC variable frequency control |  | |
| 8 | Dimensions(Length*width*height) | m | 55X4X3.9 | Â | |
6.Cable Tray Profile
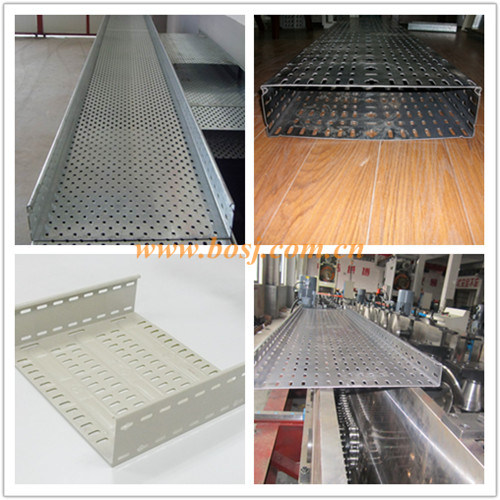
7.Delivery of Machine

Â
Cold Rolled Strip Cantilever Cable Tray Roll Forming Machine With Punching System
1, Equipment capabilitiesIt can according to the need to produce the steel width (60mm≤§≤860mm), many kinds of specification electric cable bridges and other structure product.
Product speed by punching: 2.55m/min
Continuous rollforming speed: 1015m/min
Material thickness: 1~2mm
Material require: Q235 cold roll steel
Production line has automatic and manual two operating mode, may realize the linkage and the partition revolution work.
2, Main composition of machine
This unit consists of the decoiler, ML-900 flatting, 200 punch, die, servo feeding, guider, main roll forming machine, follow cutting, cut-to-length part, recoiler, electrical control cabinet; etc.
3,Each part major technical parameters
3.1 Drive decoiler
Material width:860mm
Material weight:6000kg
Material inner diameter:508mm
Material outer diameter:1200mm
Drive power: electromotor and speed reducer integration, 4KW frequency conversion electromotor
Frame type: cantalever inner support, manual handle afterbody, pneumatic press cantalever.
Â
3.2 Flatting
Working rolls: 11 rolls, up 4/down 5, the residual 2 rolls is clamp deliver rolls.
Flatting bound: material thickness 12mm, material width 100860mm
Drive power: 5.5kw frequency conversion electromotor
Speed reducer model: ZQ250
flatting speed:310 m/min
Parenthesis up and down a pair of fortified wheel
3.3 Continual punching mould
Amount: Each kind of width specification 1 set dies, total 6 sets
Die require: Cr12 quench
It finishes punching and cutting in one time.
Â
3.4 Servo feeding Device
Servo electromotor power: 4.4kw
Multistage type feeding, memory ten group of memory functions
 Man-machine contact surface numerical control system
 Uses Mitsubishi servometer
Â
3.5 Holds material (use in cushion section)
The roller type, the both sides have the bearing support, 3 sets, use in holding the material and under the deposited material spacing.
Â
3.6 Guider
  A pair of horizontal roller and two pairs of vertical guide rolls, total 1 sets.
Â
3.7 Main roll forming machine
Type: GY180(Extra wide)
Rack structure:Dragon Gate type memorial arch frame
forming frame: 22 sets
   Forming variety: bridge frame
material max width:860mm
material max thickness:≤2.0mm
forming width: 75-600mm
forming height: 50-100mm
The diameter of the roller axis: 85mm
Roll mould material: Gcr15,quenching treatment:HRC58-62°
Drive type:30kw frequency conversion electromotor, ZQ500 Main speed reducer
Autocephaly distribute gear case
3.8 Electrical control
3.8.1 Main operation control cubicle
Amount: 1 set
Frequency conversion: 3sets(in main control cubicle, control decoiler, flatting and roll forming machine)
PLC control: 1 set
8 inch liquid crystal touchscreens
All electrical element is the Mitsubishi original installation brand
3.9.2 Assistant control cubicle
Amount: 3 sets (follow decoiler, flatting, roll forming machine)
Control styp: manual handle
Â
4,Produce condition
capability: about 71.5kw
gas fountain: 0.9 cube/min
Production land area: 33m*3m
5,Machine Parameter
Â
| NO. | Project | Unit | Parameter | Remark | |
|
1 |
Material | Type | High strength steel |  |  |
| Strength of material sheet | Map | ≥350 |  | ||
| Thickness of material sheet | mm | 1.2~2.0 |  | ||
| 2 | Size of production | mm |      Reference the picture |
 | |
| 3 | Production speed | m/min | Punching speed 4m/min Forming speed 10m/min |
 | |
| 4 | Material of roller  |
 | GCr15 quenching treatment |  | |
| 5 | Drive type |  | Gear |  | |
| 6 | Power | kw | About 75 |  | |
| 7 | Electric control system |  | PLC variable frequency control |  | |
| 8 | Dimensions(Length*width*height) | m | 55X4X3.9 | Â | |
Stainless Steel Scraper,Soft Grip Scraper,Paint Brush
Double Lions Tools Co., Ltd. , http://www.jcptool.com